
Stud Welding is
Everything, from the history of stud welding to the methods used!
Stud Welding is
1. Pin (thread etc.) called “stud” is
2. loaded into exclusive Gun and pushed onto work piece.
3. When switch is on, welding is done automatically in a short time using exclusive Gun and Welder. This is stud welding method. (About 1 second in diameter 19mm)

Stud welding needs no welding rod or welding wire. Stud itself becomes welding material. Not to mention the chemical composition of studs, welding equipment which generate steady ark to large cross section area are important elements to secure welding quality.
We recommend our studs and equipment which are reliable in quality to you.
We have lots of know-how and construction achievements, not to mention mild steel for construction industry and high tension zinc coated steel for automotive industry, special material for plants such as LNG (Liquefied Natural Gas) storage tanks. Please do not hesitate to contact us.

Upper product: This is called “Arc Shield” or “Ferrule”
which protects invasion of impurities or gas into welding base and play roles as mold and heat insulation.
Lower product: Headed Stud (S3L)
Short Cycle method and CD (Capacitor Discharge) method need no Ferrule.

Stud welding in operation
Even though the diameter of the weld is 22 mm, the welding time is about 1 second. The photo shows the welding situation of a threaded stud. Stud welding can weld studs precisely at the required welding position, which significantly reduces man-hours compared to construction by general arc welding.
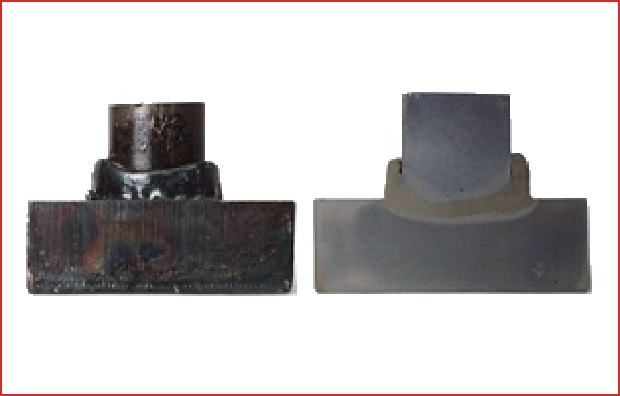
Left: Appearance of welded part
Right: Macro-graphical section of welded part
Whole section of axis will be fused.
Because joint efficiency becomes 100%, if tension test or repeated bending test is performed, not welding part will be broken but axis of stud will be broken.
Head Office: 81-(0)44-589-4410