
スタッド溶接とは
スタッド溶接の歴史から工法まで丸っと全て解説いたします!
スタッド溶接とは
1.スタッドと呼ばれるピン(ねじなど)を
2.専用ガンに取り付けて、母材に押し当てて
3.スイッチを入れると、専用ガンと専用溶接機によって短時間で自動的に溶接が行われる溶接方法です。(軸径19ミリで約1秒間程度)

スタッド溶接は、溶接棒や溶接ワイヤーを用いず、スタッドそのものが溶接材となりますので、スタッドの化学成分はもちろん、太い断面積に安定したアークを発生する溶接装置など、溶接品質を保つ重要な要素になります。
スタッド溶接には品質の確かな弊社製スタッド・溶接機をお勧めします。
建築分野で多用される軟鋼や自動車ボディ用の高張力亜鉛メッキ鋼板はもちろん、液化天然ガス貯蔵タンクなど、各種プラントなどで使用される特殊材向けも、豊富なノウハウ・施工実績がありますので、ぜひ弊社にご相談ください。

上/アークシールド(フェルール)
溶接部への不純物やガスの侵入を防ぎ、鋳型と保温の役目をします。
下/頭付きスタッド(S3L)
ショートサイクル方式・CD方式の場合は、フェルールは使用しません。

スタッド溶接施工中
溶接部直径22ミリでも、溶接時間は約1秒です。写真はねじスタッドの溶接状況ですが、スタッド溶接は要求される溶接位置に対して正確にスタッドを溶接できるため、一般的なアーク溶接による溶接施工と比べて大幅に工数が削減できます。
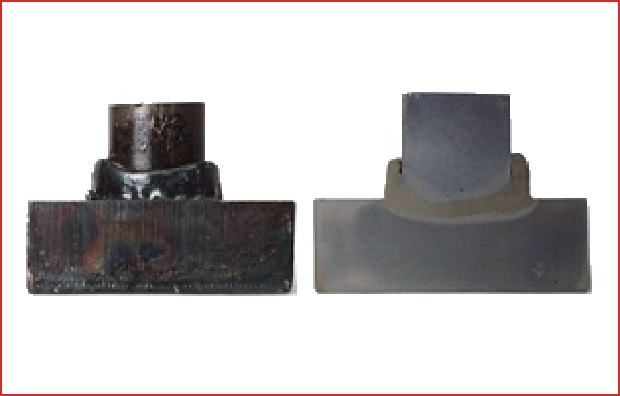
左/溶接部の外観
右/溶接部の断面マクロ写真
軸部の全断面が完全に融合されます。
継手効率は100%となり、引張や繰返し曲げ試験を行うと、溶接部ではなく、スタッド軸部で破断します。