ACS工法
通常のアークスタッド方式では、溶接部径の太径化対応に限界がありますが、本工法を用いることによって、アークスタッド方式で限界であった溶接部径以上の太径においても溶接が可能となりました。


ACS工法の主な施工実績
阪神高速道路/ETCゲート
国土交通省関東地方整備局案件にて採用実績有り
ACS 方式の対応スタッドサイズについて
| 溶接方式 | スタッド種別※1 | 対応スタッド径 | 1本当たりの溶接時間(sec.) | 最小溶接ピッチ(mm) |
|---|---|---|---|---|
| ACS方式 | 異形鉄筋スタッド | D29~D35 | 14~18 | 150※1 |
| 有効怪ねじスタッド | M30~M36 | |||
| 外径ねじスタッド | M27~M36 |
※1 溶接対象となる鋼板 母材の寸法形状により変化することがあります。
ACS溶接の原理
1.スタッドの先端にアーク発生用のキャップを装着し、そのキャップが母材に接触するようスタッドを溶接ガンにセットし、溶接部にフラックス剤を投入する。
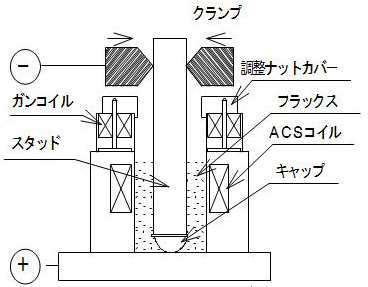
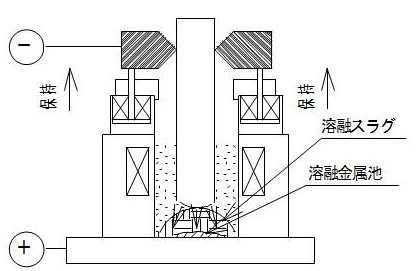
2.溶接スイッチを起動すると、スタッドがセットされた位置に上昇保持されると同時に、溶接電流が流れアーク発生用のキャップを溶かしてアークを発生させる。
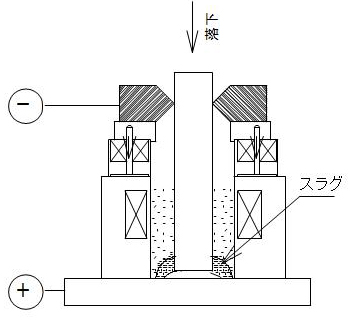
3.セットされた溶接時間が終わると、スタッドの保持が解除され、スタッドは自重により母材の溶融池に押し込まれて、溶接電流が遮断されて溶接が完了する。
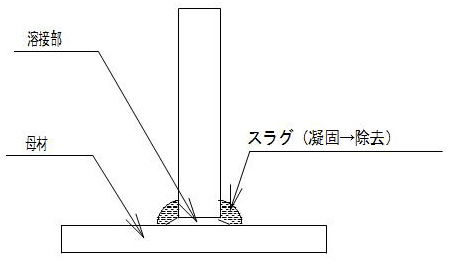
4.溶接終了後30秒経過した後に、溶接ガンをスタッドから取り外し数分後、ハンマー等で軽く叩きスラグ(フラックスが溶融したもの)を除去する。